
Įpurškimo formosyra pagrindinė pramoninės gamybos proceso įranga, liejimo formų naudojimas plastikinėms dalims gaminti, turintis daugybę privalumų, tokių kaip gamybos efektyvumo užtikrinimas, lengva užtikrinti kokybę, mažos gamybos sąnaudos, įpurškimo formos vis plačiau naudojamos pramoninėje gamyboje.Kaip svarbiausias liejimo įpurškimo procesas, jo formų kokybė tiesiogiai įtakoja gaminių kokybę, o formų gamybos sąnaudos užima didelę dalį įmonių plėtros išlaidų.Taigi pailginkite įpurškimo formų tarnavimo laiką / kadrų trukmę, kad sumažintumėte plastikinių gaminių kainą, pagerintumėte įmonės produktyvumą ir konkurencingumą.
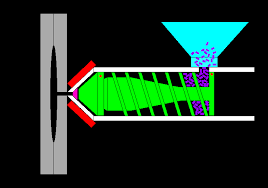
Plastikinio liejimo procesas daugiausia yra plastikinės žaliavos įpurškimo mašinos statinėje po kaitinimo plastifikavimo, įpurškimo mašinos sraigto varomoji jėga, kai plastikas pasiekia tam tikrą temperatūrą, tam tikru slėgiu ir greičiu per įpurškimo mašinos antgalį į pelėsių ertmę ir tada pelėsiai po slėgio, gaminys atvės, atidarykite formą ir gaukite plastikines dalis.

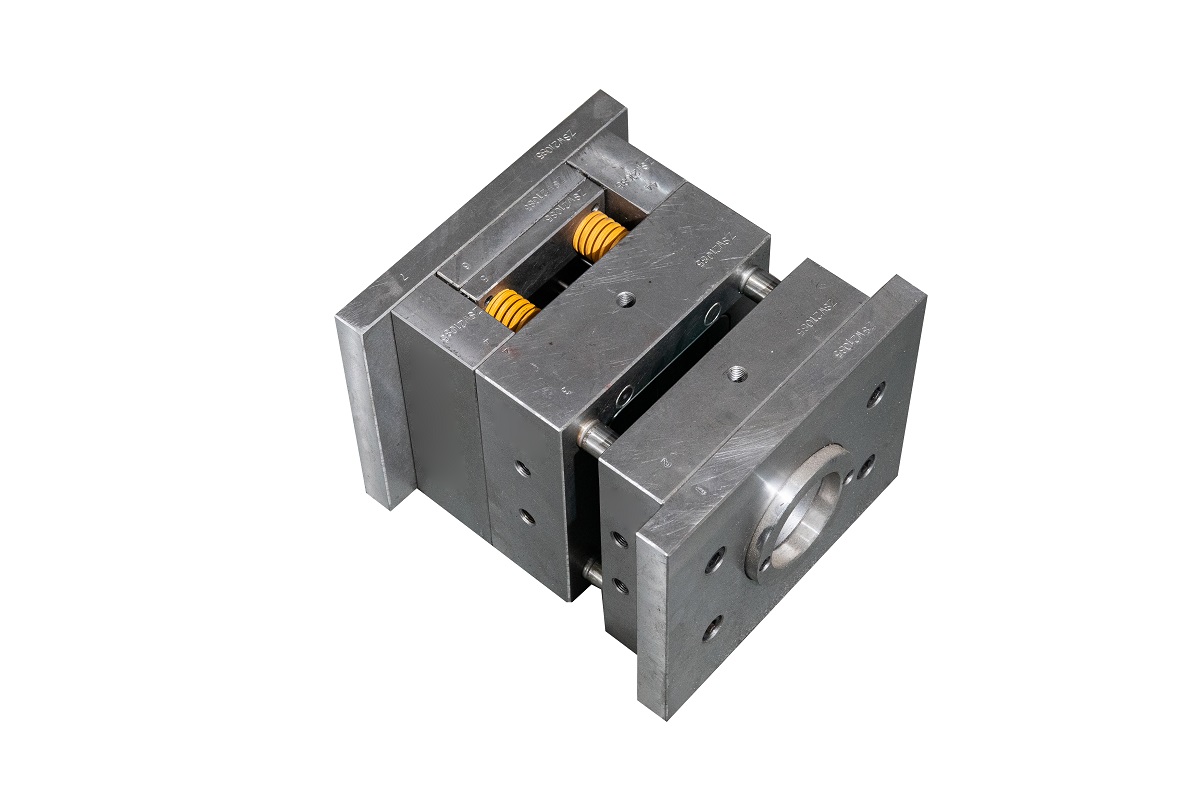
Liejimo įpurškimo proceso metu formos paviršius turi atlaikyti slėgį, kai forma uždaryta, plastiko slėgis liejimo formos ertmėje ir traukimo jėga atidarius formą, iš kurios lydosi plastiko slėgis. ant ertmės yra svarbiausia.Tuo pačiu metu pelėsiai turi būti palaikomi tam tikromis temperatūros sąlygomis, pelėsių temperatūra turi stengtis pasiekti cikliškus pokyčius, klientų reikalavimų pelėsių temperatūra turi būti aukšta, kuri gali veiksmingai sumažinti pėdsakų tirpimą, o plastikinės dalys nuo pelėsių temperatūros. turėtų būti žemas.Priešingu atveju gaminio deformacija bus gana didelė.Esant tokioms darbo sąlygoms, pelėsiai gali pernelyg deformuotis ir plyšti dėl karšto ir šalto nuovargio, daugiausia veikiant temperatūrai ir slėgiui.
Plastikas užpildant pelėsių ertmę, formą formuojančios dalys, veikiant aukštai temperatūrai ir aukšto slėgio lydalo šveitimas, srauto trintis, gaminio išėmimo procese, ertmė ir šerdis bei plastikinės dalys darbo procese lengvai sukuria trintį, todėl pelėsio susidėvėjimo reiškiniu.Tuo pačiu metu dėl dažno formų atidarymo ir uždarymo pelėsių kreipiančiosios dalys ir liejimo dalys yra linkusios nusidėvėti, todėl atsipalaiduoja.


Liejimo procese kai kurie plastikai suyra esant aukštai temperatūrai ir slėgiui, kad susidarytų korozinės dujos, kurios lengvai korozijos ir sugadins formos paviršių, sukeldamos žalos formos paviršiui.
Kai įpurškimo formų gamyba pasiekia tam tikrą skaičių, gaminio paviršiaus kokybė dėl pernelyg didelio formos susidėvėjimo negali atitikti reikalavimų, gaminio perpildymas ir skraidantis kraštas yra rimti, o formos ertmės ir šerdies negalima taisyti, baigiasi pelėsių tarnavimo laikas.Bendras plastikinių dalių, pagamintų iki formos sugedimo, skaičius taip pat žinomas kaip formos naudojimo laikas.
Paskelbimo laikas: 2022-07-26